

RIFT Innovation in Food Processing
Industry : Food Processing
Client : Alpro Foods UK
Product : RAM
Summary
RIFT was approached in 2018 to help improve reliability and degree of control in Milk production at a large food processing plant. The plant was already in operation but suffering from poor temperature control in one of the main milk processing lines. Valves and existing pipe infrastructure being in place and the plant operation meant a minimum of disruption was required.
Overview
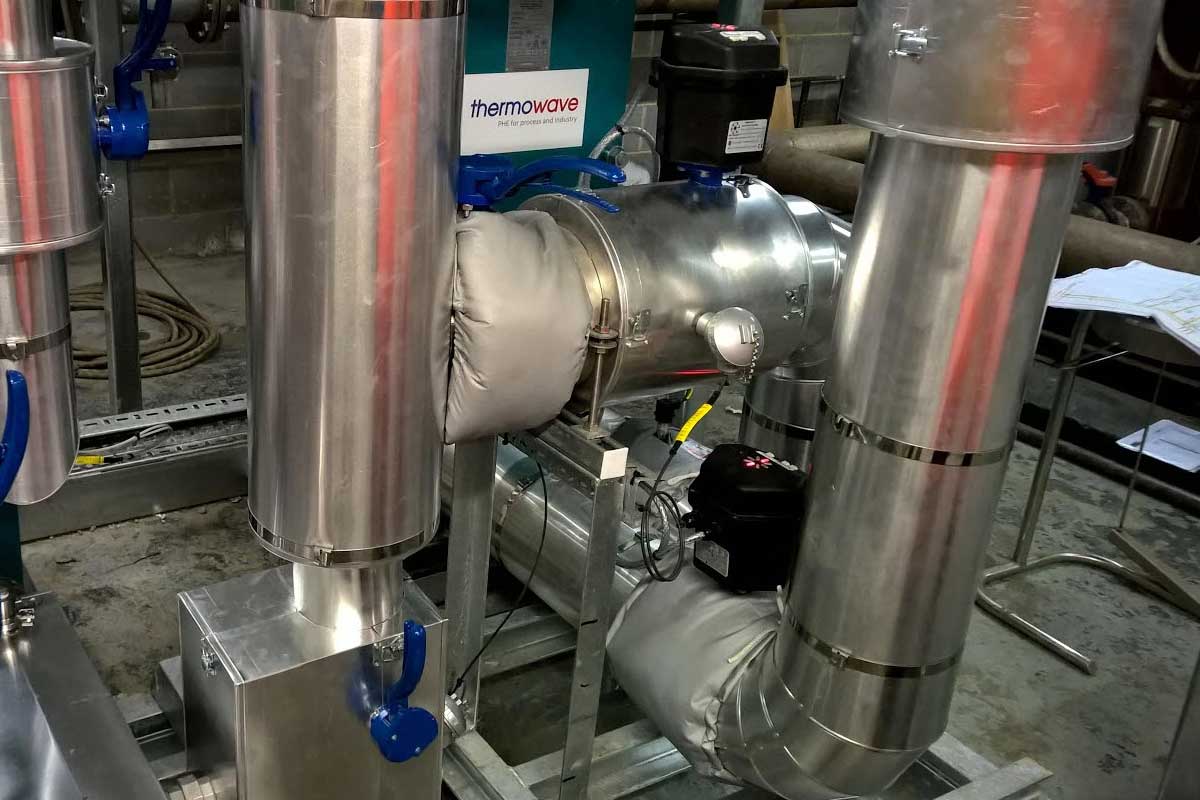
RIFT was asked to consult and assist with the cooling (temperature control) of a main production line for Soya Milk at a Food Processing facility. The process was suffering from large fluctuations in temperature resulting in significant down time. On analysing the system on site it was apparent that butterfly valves were being used in a control valve environment, with an operational commissioned plant there was no opportunity to upgrade the valves so a none traditional solution using actuators had to be found.
Challenge
The core food temperature process was utilising 6” butterfly valves to control both milk flow and chilled water flow to adjust the temperature in the main pipe. Butterfly valves are not designed to be used to micro flow control, so small variations in input signal was causing large fluctuations in flow, resulting in large temperature variations. It was calculated that a 0.6 degree deflection in one of the main butterfly valves resulted in as much as an 8 degree change in the core temperature. The RAM actuator was not suitable in a standard format for micro continuous modulation and holding position so an alternative solution had to be found.
Solution
Utilising a number of RAM actuators at various parts of the process allowed the core automation process to run much more accurately. With repeatable movement to within 0.1 degrees and continuous modulation and overall efficiency of the production system was improved. Allowing the customer to optimise their production by maintaining the optimal temperature for their production system, reducing down time and improving overall plant performance.
Having solved the accuracy problem and being able to demonstrate significantly improved control on the process, continuous modulation with constant movement presented a challenge for the internal batteries on the RAM units, removing the internal batteries and wiring them to a remote control box, replacing the batteries with 200W 16V transformers (to meet the maximum internal 160W power requirement) allowed the RAM actuator to switch to continuous mode and operate without pause to recharge battery energy. On a follow up visit approximately 6 months after the commissioning one transformer had failed due to over heating, so the cabinet location was adjusted to provide better air flow for the transformer. The RAM actuator affected when connected with our control application had performed over 1.7 million operations in 6 months. Taking the opportunity to service the actuator no wear could be identified in the gearbox within the unit.
